![]()
![]()
|
|
泰兴减速机:任何机器都是由许多零件和部件所组成,按照规定的技术要求,将若干个零件结合成组件、部件,最后装配成机器的工艺过程称为装配。凡是装配完成的机器,必须满足规定的装配精度。产品的装配精度一般包括:零件、部件之间的距离精度,相互位置精度,配合精度,运动精度,接触精度等。同时还要满足一些特殊工艺技术要求,如打压试验、参漏试验、静平衡、动平衡、密封性、摩擦要求等等。
为了达到规定的装配精度,对具体的装配尺寸链要进行计算,常用的方法有:互换装配法(完全互换法和大数互换法),选择装配法、修配装配法、调正装配法。
在装配过程中用什么方法达到技术要求所规定的装配精度,以较低的零件精度达到较高的装配精度,以较少的装配劳动量达到规定的装配精度,就要制订合理的装配工艺规程.
1. 减速机的装配技术要求
(1)泰兴减速机的组装、部装以及总装一定要按装配工艺顺序进行,不能发生工艺干涉,如轴中间的齿轮还没装,便先把轴端的轴承装配.
(2)未经技术检查科检查合格、验收、未打印和油漆未干的零件一概不准装配。
(3)任何相互配合的表面尽量不要在装配时修正。要求配作的零件,像键与键槽的修配除外.
(4)滚动轴承在装到轴上之前应先在油漆中予热80一1加℃并要作热膨胀计算。力的传递应通过滚动轴承的内环。装配时将未打印的一面向支承面装靠.
(5)减速机机盖、机座对合面尽量不要采用任何垫片进行密封。
(6)装配前零件要进行清洗,滚动轴承要用汽油或质量好的清洗剂清洗,然后用压缩空气吹干.
(7)减速机装配后进行试车,试转的转速应接近减速机额定转速,严禁在试车时的润滑油内加人研磨剂和杂质.齿面接触率要达到规定的等级要求。
(8)减速机合格后,由技术检验部门打印并作出鉴定书.未经检验合格的减速机不能进行机器装配和人库.成品包装好的减速机要有鉴定书和安装保养须知.
2. 圆柱齿轮减速机的装配工艺(中心距在1000Innl之内)
泰兴减速机的装配质量如何,对产品的精度和生产率均有直接影响,因此其装配工作必须按装配工艺进行。图1为单级圆柱齿轮减速机。
2.1机体的装配
(1)结合面的装配

为了防止减速机漏油,除轴端密封结构合理外,机座与机盖结合面经精刨或者刮研其间除量见表1。
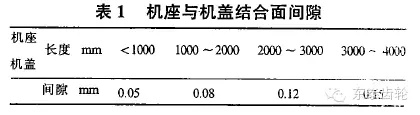
长度以机座、机盖的轮廓尺寸为准。塞尺检查机座机盖结合面允许局部塞进,但不得超过把合螺孔中心。所有泰兴减速机装配把合后,.003~塞尺不得通过,局部通过深度允许为边缘的二分之一
(2)滚动轴承试装
清洗轴承环,并将e清洗的轴承外圈在减速机的轴承孔内试装,不合适时要在公差范围内修刮轴承孔的两侧,两侧的间隙如表.2
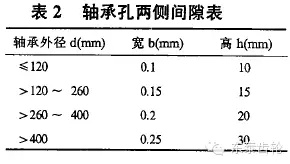
轴承外环与轴承座的接触面积应达到要求配合面的/23,即1梦范围并于中心线相对称.轴承外环与上盖接触面积不应小于配合面的1尽即卿范围并于中心线对称.检查方法用0D3~0乃5rnlll塞尺不人即可。
(3)漏水试验
泰兴减速机机座按技术要求进行漏水试验,放人水后在机座停留or分钟,检查是否有漏水和渗水现象,发现有漏水和渗水部位要及时进行处理或报废.or分钟后将水放出,用压缩空气吹干。
(4)油漆
对非加工表面涂以耐用油漆,通常采用酱色底漆红色外漆,其中包括机卒、机盖内部不加工表面,齿轮不加工表面,端盖内部非配合表面等.表面如果粗糙应先要打底然后再涂漆并在专用室内用红外线电灯烘干涂漆表面.
(5)其它
装通罩、油标尺、放油用螺栓塞(包括密封用垫).交检
2.2高速轴部件的装配
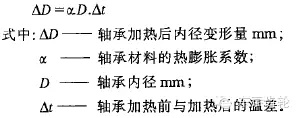
(1)检查齿轮轴与滚动轴承的尺寸,轴承牌号其两者尺寸及公差是否相符,并将检查合格的轴承放在油箱内加热,用80%汽缸油,20%4岁机油,油温在80一1的“C,加热时间不少于巧分钟。轴承内孔加热后热膨胀误差可用下式计算
(2)将轴承装在齿轮轴上前,注意装人档油板及定距环等件.
(3)轴承内孔与轴配合大多采用过渡配合,气、m6、几6等,轴承往轴上装配时采用热装和压装可压力机,用力锤冲子,用辅助工具安装(见图2).
当轴承内环孔压套在轴上,是过渡配合,轴孔之间有一定的过盈量,其装配压力p可按下式确定:
(4)装配轴端盖
2.3低速轴部件的装配
(1)清除零件上的毛刺并磨去光边。
(2)检查轴、齿轮及轴承的配合尺寸,并根据轴和齿轮的槽修配键.将键装在轴槽内。
(3)用感应加热使齿轮予热到2夕罗一3泌C,在压力机上轴压人齿轮孔到装配位置为止.
(4)根据图纸技术要求对齿轮轴部件进行静平衡试验.
(5)将滚动轴承在电加热油槽内加热到夕罗C把轴承压装到装配位置。
(6)装配轴端盖交检
2.4机体总装配
(1)装机座置于装配工作台上,用平尺及水平仪在结合面上找平,纵横方向与水平的误差不得大于.03/1(X兀)nun,找正后机座固定在工作台上台.
(2)修配连接用键,将研齿时所用的皮带轮装在减速机的主动轴上。
(3)按图纸准备垫片组(0.1.02.030.5为一组)
(4)装端盖,调正轴承的轴向间隙,因泰兴减速机工作时轴的温度变化,轴承会产生轴向移动故将轴承端面和压盖之间留有一间隙(见图3),其值可用下式确定:
(5)检查齿侧间隙
通常用塞尺,铅丝或铅片检查,铅丝直径不得小于最小侧隙系数值的4倍,侧隙的大小等于齿形两侧经过挤压后铅丝的厚度之和,用千分尺测量.也可用百分表检查,对于精密齿轮采用光隙法检查.图4为用百分表测量齿轮副间隙示意图。齿轮副侧隙见表3.选择侧隙大小主要考虑工作条件和使
用要求,高速重载保证较大侧隙,泰兴减速机取中等侧隙,仪表取较小侧隙.
(6)检查齿面接触率
圆柱齿轮齿面接触率见表.4
接触面积的检查方法,用紫色和红铅油着色,两齿轮大小不同时,应涂在小齿轮上,蜗轮副涂在蜗杆上.修齿时不能将相互啮合的齿轮均修,通常修大齿轮,蜗轮副修蜗轮,因为大齿轮和蜗轮磨损的慢,修刮后影响不大。但在实际工作中,因小齿轮齿数少好修刮,故大多修小齿轮。
(7)当啮合轮的速比为正数时,如:11LZ:13等应在二齿轮上打上标记,以便卸后重装仍能保持良好的啮合关系。交检
2.5研齿
(1)准备电机及皮带轮,将皮带轮装于电机轴上,并将电机与减速机用皮带连接。
(2)为了防止在研齿时,研磨剂践人轴承中,所以制一原纸垫装于轴承侧端之轴径上。
(3)在齿面均匀的涂上研磨剂,并在被动轴端装上制动器。
(4)研齿时,选空载研磨5分钟,停车检查发现无齿面擦伤时可逐渐加载研磨,发现有擦伤要立即除掉后换上细粒度的研磨剂研磨,每隔.05一1小时停车检查一次。研齿过程中发现研磨剂有堆积和凝结现象可以研磨剂中加人少量机油.在使用氧化铬(CID)研磨时应加人煤油.需淬火的齿轮应在淬火前研齿,淬火后有微量变形应再研磨.研齿速度及研料选择见表.5
(5)按图纸接触率的要求研磨,并保证齿的最小侧隙.
(6)研齿完毕卸洗重装准备试车。交检
2.6 试车
(1)根据图纸要求之转速准备工具,空载试车2小时,负载试车根据减速机工作情况而加一定的负载.试车转速高速轴不得高于750转/分,低速轴不得低于250转/分,试车是单向或双向根据图纸技术要求而定。
(2)试车时在减速机内注人润滑油,试车时油温不能超过3夕C.轴承温度不能超过中罗C。
(3)按图纸要求试车后,检查齿面粗糙度,有无拉伤现象,噪声如何,传动是否平稳,有无漏油现象,直至达到要求,卸开清洗,从电机和主动轴上取下皮带轮。交检
2.7装联轴节
(1)检查联轴节和主动轴之配合尺寸,并按键槽修配键。
(2)在压力机上把轴压人联轴节。交检
2.8涂油
各件涂防锈油,清洗后总装交检
2.9涂漆
减速机外表面涂灰色油漆二次,装标牌交检